雷射切割的關鍵技巧概念(新手必看)為何切割會起火? 切不斷?【新手最常犯的錯誤】
2024-05-26每位新入門的使用者切割失敗的原因一共有以下幾點,我們會一一列出來與操作者做經驗分享
A.切割的速度不可超過多少?
基本設定是不可以超過1000mm/min 合理的切割速度是在800mm/min以內,因應材質適合的參數,去做切割測試。
不可超過1000mm/min會造成切割線條變形嚴重。
B.切割時火燒起來,造成切割失敗怎辦?? 【只要起火焰,注定是切割失敗】
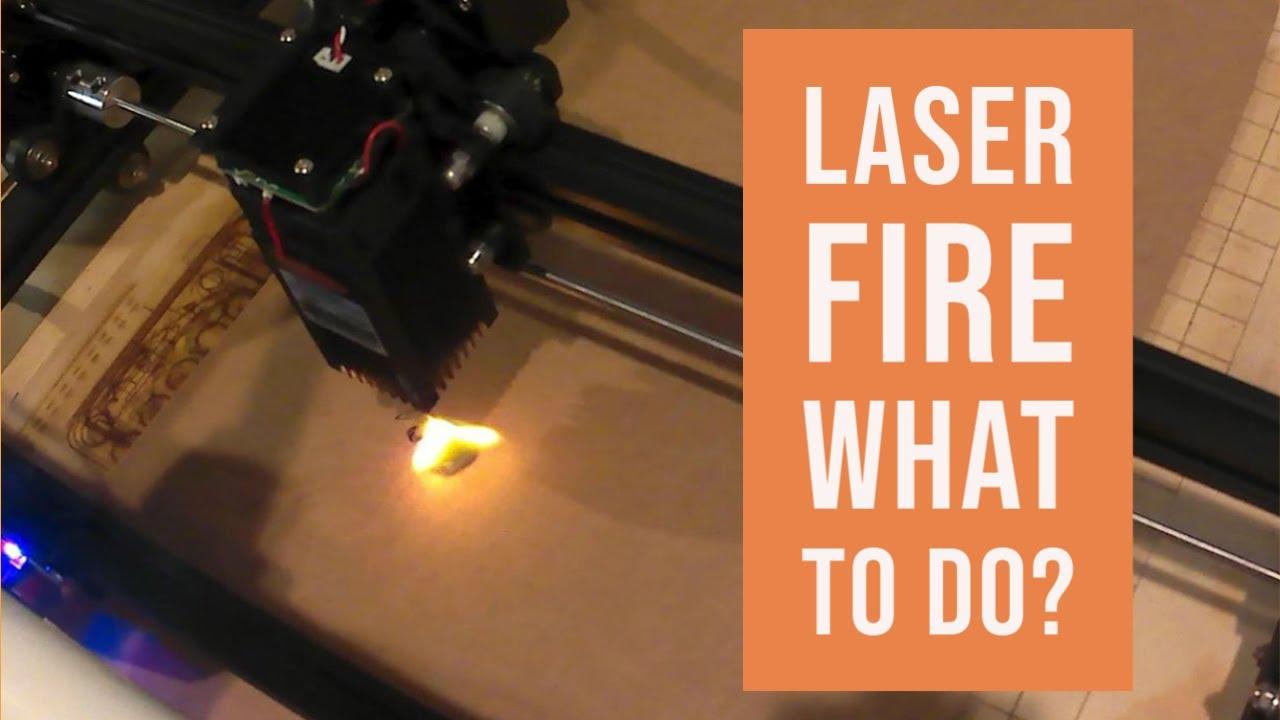
原因為
1.沒有使用【氣泵】或【空壓機】吹氣降溫滅火【新手最常犯的錯誤】
解決方法:購買空壓機或氣泵設備,讓切割不要起火,嚴格來說是【不准起火】。
2.切割的移動【速度太慢】【新手最常犯的錯誤】
解決方法:加快切割速度或者降雷射功率,以【不起火焰為主】,當材質因為速度加快或降功率而切割不斷時,可以嘗試讓他切割2~3次。
3.材質本身是【易燃物】不適合做切割
4.木材本身油酯多重油
解決方法:加快切割速度或者降雷射功率,以【不起火焰為主】,當材質因為速度加快或降功率而切割不斷時,可以嘗試讓他切割2~3次。
使用大型空壓機,氣壓調到2~3kg,用強大的風壓將火焰滅掉。
5.如何挑選氣泵或空壓機? 【職業在工作的職人大多是兩種設備都採用,按照材質的厚薄度切換使用吹氣裝置】
解決方法:

氣泵適合用在厚度不超過8mm以上的木板或紙卡
 +
+
空壓機適合用在厚度超過8mm以上的木板或紙卡,氣壓越大切割越順利,並務必裝上濾水器,將氣壓調整到2~3KG,防止空壓出水影響雷射模組損壞。
C.沒有做正確的雷射模組測高【新手最常犯的錯誤】
當你沒有正確測高時
1.雷射無法聚焦,導致光斑太粗,就有機會產生大範圍的火焰燃燒。
2.切割總是切不斷,切割的線條過粗,馬上就要有警覺是沒有測高對焦。
3.當想切割比較厚的木板時,可以嘗試比測高工具再往下降1~2MM,可以得到更好的切割效果。
D.我應該如何針對材質做測試,才能達到最好的切割參數測試??
1.可以針對未知的材質使用以下的方法,先固定你的雷射功率在85% 最大s值為850
然後速度調整以下
速度150/mm/min 速度200/mm/min 速度250/mm/min 速度300/mm/min 速度350/mm/min 速度400/mm/min 速度450/mm/min
都先做一次的切割測試,看木板有沒有切穿。
2.做第二次重複切割或第三次的重複切割【最多可以切到5次為基準不要超過】
一樣以上面的速度與雷射功率,做2次到3次的重複切割,找到未知材質適合的切割參數。
E.要如何讓切割面能不要那麼焦黑? 【要看材質本身是否容易碳化】
以我們客戶反饋的經驗,越厚的材料,就越要使用
 空壓機來做降溫減少碳化。
空壓機來做降溫減少碳化。
舉例像【松木直拼板9mm】 操作者為了讓切割面不要太容易碳化,會採用以多次2~3切割的方式,讓邊緣比較焦糖色。
舉例像【密集板5mm】 這個材質身就是粉末高壓合成,所以邊緣被高溫切過都會產生大量的碳粉,這個就是材質問題無解的。